- Листогибы

- Вальцы

- Листогибочные прессы

- Фальцепрокатные

- Роликовые

- Кровельные станки
- Зиговочные машины
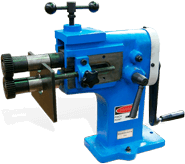
Станок для гибки листового металла
Гибка представляет собой придание заготовке из металла необходимой формы и размера посредством растяжения наружной части металла и сжатию внутренних слоев. При гибке металла происходит растяжение наружных слоев металла и увеличение их в размере, тогда как внутренние слои сжимаются и уменьшаются. Первоначальные размеры сохраняются только у тех слоев, которые находятся вдоль оси изгиба.
Самым важным при гибке металла является точное определение размеров, которые примет заготовка. Расчеты при этом проводятся вдоль той оси, где слои металла не меняют своих размеров. При расчете размеры заготовки подсчитывают по нейтральной средней линии.
Изгибание металла может выполняться вручную при помощи гибочных приспособлений и оборудования, включая станок для гибки металла, гидравлические трубогибы с ручным или электроприводом и другие.
Видео обзор листогибочного оборудования с ЧПУ Metal Master HPJ:
Станок для гибки листового металла
Станок для гибки листового металла позволяет изгибать требуемый профиль и другие элементы для строительства зданий и сооружений. Обычно полученная продукция представляет собой стенды, буквы, вывески, полки, уголки, короба, П-образные профили и многое другое.
На таком станке можно не только изогнуть металл в разных направлениях, но и получить волновой профиль.
Видео экскурсия на завод по производству ручных листогибов Metal Master LBM
Сферы применения и устройство гибочного станка
- Предназначение
- Устройство и принцип работы
- Технические характеристики
- Разновидности
- Принципы выбора
- Преимущества и недостатки
- Производители и стоимость
- Эксплуатация
Гибочный станок предназначен для гибки металлических листов, формирования сложных профилей. Используется для изготовления каркасов, профильных конструкций, кровельных листов, элементов ограждений, деталей автомобиля, быттехники, спецтехники. Доступны станки с различными техническими параметрами, функциональностью.
Предназначение
Станок для гибки листового металла предназначен для формирования профилей необходимой формы или уголков. Изгибание допускается в разных направлениях, что предоставляет оператору возможность создания деталей сложной формы. Высокая прочность используемых узлов и агрегатов способна выдерживать значительные нагрузки, поэтому станки могут использоваться даже для сгибания железа толщиной до 3 мм.
Основные сферы применения:
- изготовление доборных элементов;
- производство конструкций воздуховодов;
- создание кровельных материалов;
- изготовление конструкций для зданий или помещений;
- производство профильных изделий.
Устройство и принцип работы
Станок для гибки состоит из следующих элементов:
- рабочего стола для размещения заготовки, фиксации её в нужном положении;
- резака, сгибающей балки, закреплённых к столу;
- ножа в форме ролика;
- передних упоров для подстройки ширины заготовки;
- деревянной подставки, выполняющей роль опоры;
- угломера для определения угла резания;
- фиксаторов деталей по высоте.
Основной материал, из которого изготавливаются детали станка — конструкционная сталь. Траверса является исключением, поэтому её рекомендуется заменить стальным швеллером, способным выдерживать одинаковую нагрузку по всей длине за счёт рёбер жёсткости.
Принцип работы основан на жёстком креплении листа по линии изгибания и приложении внешних усилий к незакреплённой части до тех пор, пока не будет получен требуемый угол загиба.
Технические характеристики
Гибочные станки обладают следующими характеристиками:
- количество циклов, в течение которых не требуется выполнение ремонта, наладки составляет более 1200;
- предельный угол изгиба без ручной доводки составляет 1200;
- ширина листов до 1 м;
- максимальная толщина листовой стали до 3,5 мм, металлических прутков — до 14 мм;
- высота подъёма прижимной рамки 4–7 мм.
Разновидности
По способу деформации выделяют такие виды станков для гибки листового металла:
- Ручные, в которых используется сила оператора. За счёт применения рычагов или винтовых механизмов обеспечивается многократное усилие в определённой части листа. Позволяют гнуть на углы до 3600.
- Гидравлические, в которых сгибание выполняется благодаря механизмам гидравлического типа. Применяются в промышленных целях, обладают высокой производительностью, позволяют создавать равномерную нагрузку вдоль линии изгиба, точно контролировать размеры деталей.
- Роликовые, позволяющие выполнять гибку по окружности. Универсальны в применении, используются для создания желобов, сложных профилей, кровельных конструкций.
- Механические, работающие по принципу преобразования крутящего момента от маховика в поступательное движение режущего инструмента.
- Электромеханические, позволяющие гнуть листы за счёт приложения усилия от электродвигателя через подключённый редуктор посредством цепных передач.
- Пневматические, применяются пневматические цилиндры, подключённые к компрессорам.
- Электромагнитные, листы гнутся за счёт формирования электромагнитных сил между рабочей поверхностью и магнитом.
Виды загибочных станков по типу используемых заготовок:
- лёгкие, используемые для прутков диаметром до 2 см;
- тяжёлые, для арматуры с сечением 2–4 см;
- сверхтяжёлые, для прутков 4–9 см.
Принципы выбора
Выбор гибочных станков для металла проводится на основе следующих параметров:
- мощности силового агрегата;
- максимальной ширины рабочей поверхности;
- способа гибки, диапазона углов;
- прочности конструкции, типов используемых деталей;
- веса станка;
- размеров рабочего стола;
- высоты поднятия траверсы;
- предельной толщины гибки листов, прутков, арматуры.
Преимущества и недостатки
Преимущества гибочных станков для листового металла:
- широкий выбор конструкций, технических параметров моделей;
- простая конструкция оборудования, лёгкость обслуживания;
- высокая скорость гибки, равномерность линии изгиба;
- сохранение прочности детали после деформации;
- точная корректировка угла наклона;
- допустимость гибки различных металлов и сплавов;
- высокая надёжность узлов, механизмов;
- удобство ручного или электронного управления;
- смена рабочих насадок, позволяющих формировать при загибании листов нужный профиль.
Среди основных недостатков можно выделить:
- высокая стоимость;
- сложность контроля конечных размеров деталей;
- при изгибании может повреждаться декоративное или защитное покрытие металлов.
Производители и стоимость
Листогибы листовой стали изготавливаются на следующих предприятиях:
- Астраханский станкостроительный завод;
- ООО «ПромСтройМаш», г. Барнаул;
- Кувандыкский завод КПО «Долина»;
- ООО «Строительные машины», г. Санкт-Петербург;
- ООО «Унитех», г. Новочебоксарск.
Цены на станки для загиба металла:
- ручные для деформирования стали толщиной 0,7 мм — от 66 тыс. рублей;
- сегментальные для создания сложных профилей — от 146 тыс. рублей;
- электромагнитные для промышленного применения — от 238 тыс. рублей;
- гидравлические с поворотными балками, способные гнуть листы толщиной до 3,5 мм — от 450 тыс. рублей.
Эксплуатация
Станки для гибки металла необходимо эксплуатировать с учётом следующих правил:
- допускается гнуть заготовки, которые соответствуют техническим требованиям, заявленным производителем конкретной модели оборудования;
- перед проведением работ нужно выполнить осмотр механизмов на наличие смазки, удалить посторонние предметы с рабочей поверхности, убедиться в надёжности креплений, настроить оборудование;
- гибку нужно выполнять в плотной спецодежде, использовать индивидуальные защитные средства от повреждений открытых участков тела;
- важно своевременно проводить техосмотры, обслуживания, ремонты;
- станки обязательно должны быть оборудованы приёмными устройствами со специальными заграждениями;
- всегда следует проверять работу предохранительных устройств;
- при установке заготовки прижимающая балка должна надёжно фиксироваться в верхнем положении;
- при работе запрещается выполнять смазку движущихся механических частей;
- детали следует плотно закреплять без зазоров, перекосов;
- в помещении следует поддерживать оптимальные условия по температуре, уровню влажности;
- на обрабатываемых деталях должны отсутствовать кромки, стружка, неровные части;
- после окончания работ рекомендуется смазывать ответственные механизмы.
На гибочном оборудовании можно изготавливать металлический профиль с низкими затратами, по сравнению с прессовым.
Гибочный станок для арматуры
Станки для гибки арматуры используются для формирования каркасов на ЖБИ-производстве и стройке. Портативные гибочники применяют для создания изгородей и теплиц на даче.
Прежде чем приобрести арматурогибочный станок для арматуры, нужно определить, с какими прутьями предстоит работать.
Арматура делится на 6 типов:
- А1 (6-40 мм) — гладкая, сделанная из углеродистой стали. Изгиб на 180°. Применяется для изготовления легких каркасов.
- А2 (10-80 мм) — рифлёная, чаще всего из низколегированной стали. Отлично поддается гибке (до 180 градусов) и быстро сцепляется с бетоном.
- А3 (максимальный диаметр 80 мм) — из горячетканной стали, с рифлением. Угол изгибания 90°. Повышенная износостойкость.
- от А4 — плохо поддается манипуляциям (её тяжело гнуть), величина сгибания – до 45°. Используется для армирования несущих конструкций.
Виды арматурных гибочных станков
- Ручной — приспособление для проведения единичных операций по металлу. Инструменты состоят из опоры, рычага и двух валов, между которыми стоит стержень. Один гибщик двигается, второй остается неподвижным. Упор делает гибку локальной, в нужной точке.
- Электрический гибочный станок для арматуры применяется на стройплощадке и на железобетонном производстве. Основные элементы аппарата — электродвигатель (двигатели 220В или 380В), корпус, панель управления, гибочный стол. Управление электромеханической машиной производится ножной педалью.
- Для серийного производства подойдёт автоматический станок с ЧПУ с задаваемыми параметрами загиба прутка. Они могут создать серию изделий одинаковой формы и размера. Цена на эти арматурогибы выше, но затраты быстро компенсируются за счёт увеличения производительности.
Если после гнутья арматуры нужна будет резка, рекомендуем приобрести для работы многофункциональные комбинированные станки (чаще всего гидравлические, масса которых может достигать тонны).
Листогибочный станок – делаем ручной листогиб своими руками
Из листового металла делают немало изделий — водосточные системы, фасонные детали для обшивки кровли, крытой профнастилом или металлочерепицей, отливы для цоколя, углы для сооружений из профлиста и т.д. Все это может сделать специальный гибочный станок — для листового металла. Как сделать листогиб своими руками и поговорим в этой части
Виды листогибов
Есть три вида листогибочных станков:
- Простые ручные, гибка металла в которых происходит при приложении силы в определенном месте. Эти агрегаты дают возможность изогнуть листовой материал по прямой под любым углом — от нескольких градусов до почти 360°.
Для гибки листового металла
- Гидравлические станки, в которых при помощи удара листовой металл изгибается по форме матрицы. Матрица может быть прямой, может криволинейной. Это оборудование профессиональное, используется на предприятиях средней и большой мощности.
- Роликовые или валковые листогибы. В них лист металла не сгибается по прямой а закругляется. С помощью этого оборудования можно сделать самому трубы или другие подобные изделия.
Для получения радиального изгиба металлического листа
Все эти устройства относят к листогибочным станкам. Своими руками сделать проще всего агрегат первой группы, чуть сложнее — третьей (вальцы для листового металла). Вот о них и поговорим — от том как сделать листогиб своими руками.
Простые ручные
Фасонные детали из металла стоят немалых денег. Даже больше чем профнастил или металлочерепица, потому имеет смысл сделать простейший станок для гибки листового металла, а с его помощью изготовить столько углов, отливов и других подобных деталей, сколько вам нужно, причем исключительно под свои размеры.
Чертеж гибочного станка для листового металла
Листогиб — проекция сбоку
Другая модель
Если волнуетесь насчет внешнего вида, то зря. В продаже сегодня есть листовой металл не только оцинкованный, но и окрашенный. Во всех конструкциях фиксируется лист плотно, так что при работе не скользит по столу, а значит, краска не стирается и не царапается. В местах изгиба она тоже не повреждается. Так что вид у изделий будет вполне приличный. Если постараться, так выглядеть будут даже лучше, чем то что продают на рынке.
Мощный листогиб из тавров
Для этого листогибочного станка потребуется ровная поверхность (стол), желательно металлическая, три уголка с шириной полки не менее 45 мм, толщиной металла не менее 3 мм. Если планируете гнуть длинные заготовки (более метра), желательно и полки брать шире, и металл толще. Можно использовать тавры, но это — для гибки листов металла большой толщины и длины.
Еще понадобятся металлические дверные петли (две штуки), два винта большого диаметра (10-20 мм), «барашки» на них, пружина. Еще нужен будет сварочный аппарат — приварить петли и сделать отверстия (или дрель со сверлом по металлу).
Для самодельного листогиба был использован тавр на 70 мм — три куска по 2,5 м, два болта 20 мм диаметром, небольшой кусок металла толщиной 5 мм (для вырезания укосин), пружина. Вот порядок действий:
- Два тавра складывают, с двух концов вырезают в них под петли выемки. Края выемок скашивают под 45°. Третий тавр обрезают точно также, только глубину выемки делают немного больше — это будет прижимная планка, так что она должна ходить свободно.
Вырезаем выемки под петли
- Приваривают петли с двух сторон (проварить с лица и с изнанки).
Хорошо провариваем петли
- К одному из тавров (дальнему от вас, если их «раскрыть») приваривают по две укосины с каждой стороны. Они нужны чтобы можно было установит на них болт-фиксатор прижимной планки.
Такие укосины
- К укосинам приварить гайку болта.
Привариваем гайку
- Установить прижимную планку (третий обрезанный тавр), в верхней части приварить металлические пластины с отверстием посредине. Диаметр отверстия — чуть больше чем диаметр болта. Отцентровать отверстия так, чтобы они находились с приваренной гайкой на одной вертикали. Приварить.
Центруем, привариваем
- Пружину отрезать с таким расчетом, чтобы она поднимала прижимную планку на 5-7 мм. Пропустить болт в «ухо» прижимной планки, надеть пружину, закрутить гайку. После того как установили такую же пружину с другой стороны прижимная планка при откручивании подымается сама.
Остались мелочи
- К шляпке винта приварить по два отрезка арматуры — в качестве ручек для закручивания.
К шляпке болта приварить отрезки арматуры
- К подвижному (ближнему к вам) тавру приварить ручку. Все, можно работать.
Самодельный листогиб в процессе работы
Этот вариант очень мощный — можно гнуть длинные заготовки и лист солидной толщины. Не всегда такие масштабы востребованы, но уменьшить можно всегда. В видео предложена похожая конструкция меньшего размера, но с другим креплением прижимной планки. Кстати, никто не мешает на винт тоже установить пружину — проще будет поднимать планку. А интересна эта конструкция тем, что можно на ней делать отбортовку, что обычно такие устройства не умеют.
Из уголка с прижимной планкой другого типа
Эта модель сварена из толстостенного уголка, станина сделана как обычный строительный козел, который сварен из того же уголка. Ручка — от багажной тележки. Интересная конструкция винтов — они длинные, ручка изогнута в виде буквы «Г». Удобно откручивать/закручивать.
Небольшой ручной листогиб для самостоятельного изготовления
В данном самодельном станке для гибки листового металла есть много особенностей:
- Уголки расположены не полочками друг к другу, а направлены в одну сторону. Из-за этого крепление петли получается не самым удобным, но сделать можно.
Особенности
- На изгибе дальнего (неподвижного) уголка приварены с двух сторон небольшие пластинки-упоры для прижимной планки.
- На той же планке приварена гайка от винта (с двух сторон).
Прижимная планка
Теперь перейдем к конструкции прижимной планки (на фото выше). Она тоже сделана из уголка, но укладывается на станок изгибом вверх. Для того чтобы при работе планка не изгибалась, наварено усиление — перемычки из металла. С обоих концов планки приварены небольшие металлические площадки, в которых просверлены отверстия под болты.
Еще один важный момент — та грань, которая обращена к месту сгиба срезана — для получения более острого угла изгиба.
Планка устанавливается так
Прижимная планка укладывается на станок, в место установки гайки подкладывается пружина. Ручка устанавливается на место. Если она не прижимает планку, та за счет силы упругости пружины приподнята над поверхностью. В таком положении под нее заправляют заготовку, выставляют, прижимают.
Под отверстие ставят пружину, затем — болт
Неплохой вариант для домашнего использования. Толстый металл гнуть не получится, но жесть, оцинковку — без труда.
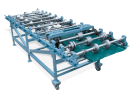
Вальцы для листового металла или вальцовый листогиб
Этот тип листогиба может иметь три типа привода:
- ручной;
- гидравлический;
- электрический.
Своими руками делают вальцы для листового металла с ручным или электрическим приводом. В ручных ставят 3 вала, в электрических их может быть 3-4, но обычно тоже три.
Вальцевый листогиб
Для этого станка нужна хорошая надежная основа. Это может быть отдельная станина или какой-то верстак или стол. Основа конструкции — валки. Их делают одинакового размера. Два нижних устанавливаются стационарно, верхний — подвижно, так, чтобы в нижней позиции он располагался между вальцами. За счет изменения расстояния между нижними вальцами и верхним изменяется радиус кривизны.
Приводят в движение станок при помощи ручки, которая приделана к одному из валов. Далее крутящий момент передается на другие катки через звездочки. Их подбирают так, чтобы скорость вращения была одинаковой.
Если предполагается на оборудовании изготавливать трубы, верхний каток с одной стороны делают съемным, с системой быстрой фиксации. Свернув лист в трубу, его по-другому не вытащить.








